







Quelle: www.intechopen.com/books/solar-cells/industrial-silicon-solar-cells
Von Mehul C. Raval und Sukumar Madugula Reddy
Eingereicht: 4. Oktober 2018 Bewertet: 29. Januar 2019 Veröffentlicht: 15. Mai 2019
DOI: 10.5772/intechopen.84817
Abstrakt
Das Kapitel wird die industrielle Herstellung von Siliziumsolarzellen mit ihrem aktuellen Stand vorstellen. Kommerzielle p-Typ- und hocheffiziente n-Typ-Solarzellenstrukturen werden diskutiert und verglichen, damit der Leser einen Vorsprung bei industriellen Solarzellen gewinnen kann. Es wird ein kurzer Überblick über verschiedene Prozessschritte von der Texturierung bis zur Siebdruck-Metallisierung gegeben. Texturierungsverfahren für monokristalline und multikristalline Siliziumwafer wurden mit den neuesten Verfahren überprüft. Es wurde ein Überblick über die thermischen Prozesse der Diffusions- und Antireflexbeschichtungsabscheidung gegeben. Mit dem Schnellfeuerschritt zum Sintern der Kontakte wird das etablierte Siebdruckverfahren zur Solarzellenmetallisierung eingeführt. IV-Testen von Solarzellen mit verschiedenen Parametern zur Charakterisierung von Solarzellen wird eingeführt. Darüber hinaus werden neueste Entwicklungen in verschiedenen Verfahren und Anlagenbau sowie erwartete zukünftige Trends diskutiert.
Schlüsselwörter
Silizium
Solarzellen
Herstellung
multikristallin
monokristallin
Texturierung
1. Einleitung
Photovoltaik ist eine wichtige erneuerbare Energiequelle, die von 8 GW im Jahr 2007 auf 400 GW im Jahr 2017 rasant gewachsen ist [1]. Einhergehend mit der steigenden Nachfrage sind auch die Kosten für PV-Anlagen deutlich von 35,7 $/Wpin 1980 auf 0,34 $/Wpin 2017 gesunken, was die Einführung beschleunigt [2]. Silizium (Si), ein wichtiges Material der Mikroelektronikindustrie, ist seit den 1950er Jahren mit einem Marktanteil von>90% auch das weit verbreitete Bulkmaterial von Solarzellen [2]. In diesem Kapitel werden die typischen Schritte zur Herstellung kommerzieller Siliziumsolarzellen vorgestellt. In den Abschnitten 2 und 3 wird eine kurze Geschichte der Solarzellen und ein Überblick über die Art der Siliziumsubstrate sowie die unterschiedliche Solarzellenarchitektur vorgestellt. Anschließend werden die Nasschemie- und Hochtemperaturschritte bei der Herstellung in den Abschnitten beschrieben 4 und 5. Abschnitt 6 wird den Metallisierungsprozess zusammen mit typischen Charakterisierungsparametern für kommerzielle Solarzellen diskutieren. Schließlich werden im abschließenden Abschnitt die zukünftige Roadmap und die erwarteten Trends diskutiert.
2. Evolution von Solarzellen
Der „photovoltaische Effekt“ bedeutet wörtlich die Erzeugung einer Spannung bei Lichteinwirkung. Das Phänomen wurde erstmals 1839 von dem französischen Physiker Edmund Becquerel an einer elektrochemischen Zelle beobachtet, während es 1876 von den britischen Wissenschaftlern WGAdams und REDay an einem Festkörpergerät aus Selen beobachtet wurde [3]. Ab den 1950er Jahren gab es einen schnellen Fortschritt in der Leistung kommerzieller Solarzellen von<1% auf="">23% [2] und Silizium ist seither das „Arbeitspferd“ der Photovoltaikindustrie industry dann. Die Entwicklung von Silizium-Solarzellen ist in Abbildung 1 dargestellt.

Abbildung 1.Evolution von Siliziumsolarzellen. (a) 1941: Solarzelle mit eingewachsenem Übergang, (b) 1954: Solarzellen-pn-Übergang gebildet mit Dotierstoffdiffusion, (c) 1970: Violette Zelle mit Aluminium-Rückseitenfeld, (d) 1974: Schwarze Zelle mit chemisch strukturierte Oberfläche [3].
Die ersten Siliziumsolarzellen, die Russell Ohl von Bell Laboratories in den 1940er Jahren demonstrierte, basierten auf natürlichen Übergängen, die durch die Abscheidung von Verunreinigungen während des Rekristallisationsprozesses gebildet wurden [3]. Die Zellen hatten einen Wirkungsgrad von<1% aufgrund="" fehlender="" kontrolle="" über="" die="" übergangsstelle="" und="" die="" qualität="" des="" siliziummaterials.="" die="" von="" ohl="" gegebene="" nomenklatur="" zur="" benennung="" der="" regionen="" (p-typ:="" seite,="" die="" beleuchtung="" ist="" und="" n-typ:="" andere="" seite)="" werden="" seitdem="" für="" die="" namenskonventionen="" für="" solarzellen="">
In den 1950er Jahren entwickelte sich der Hochtemperatur-Diffusionsprozess für Dotierstoffe in Silizium rasant. Person, Fuller und Chaplin von Bell Laboratories demonstrierten eine 4,5% effiziente Solarzelle mit Lithium-basierter Dotierung, die sich mit Bordiffusion auf 6% verbesserte. Die Solarzelle hatte eine "Wrap-up" um die Struktur (Abbildung 1(b)) mit beiden Kontakten auf der Rückseite, um Abschattungsverluste zu vermeiden, führte jedoch aufgrund der umlaufenden Struktur zu höheren Widerstandsverlusten. Bis 1960 entwickelte sich die Zellstruktur zu der inAbbildung 1(c). Da die Anwendung für Weltraumforschungen war, wurde ein hochohmiges Substrat von 10Ω cm verwendet, um eine maximale Strahlungsbeständigkeit zu erreichen. Auf beiden Seiten wurden vakuumverdampfte Kontakte verwendet, während auf der Vorderseite (FS) eine Siliziummonoxid-Beschichtung als Antireflexbeschichtung (ARC) verwendet wurde [3].
In den frühen 1970er Jahren wurde festgestellt, dass das gesinterte Aluminium auf der Rückseite die Zellleistung verbessert, indem eine stark dotierte Grenzfläche, bekannt als "Back-Surface-Field (Al-BSF)" und Getter der Verunreinigungen [3]. Das Al-BSF reduziert die Rekombination der Träger auf der Rückseite und verbessert somit die Spannung und das langwellige Spektralverhalten. Die Implementierung von feineren und eng beabstandeten Fingern reduzierte die Anforderung an die Dotierung des Übergangs und eliminierte die tote Schicht. Ein ARC aus Titandioxid (TiOx) wurde verwendet und seine Dicke wurde so gewählt, dass die Reflexion für kürzere Wellenlängen verringert wurde und den Solarzellen ein violettes Aussehen verliehen wurde. Eine weitere Verbesserung wurde durch Texturieren der Wafer unter Verwendung von anisotropem Ätzen von (100)-Wafern erzielt, um die (111)-Oberflächen freizulegen. Die Texturierung führte zu einem verbesserten Lichteinfang und verlieh den Zellen ein dunkles samtiges Aussehen. Die verbesserte Zellarchitektur zeigt sich inAbbildung 1(d). 1976 demonstrierten Rittner und Arndt terrestrische Solarzellen mit Wirkungsgraden von annähernd 17 % [3].
Die passivierte Emitter-Solarzelle (PESC) erreichte 1984–1986 einen Meilenstein von 20% Wirkungsgrad. Die Metall/Silizium-Kontaktfläche betrug bei PESC-Zellen nur 0,3 %, während eine Doppelschicht-ARC aus ZnS/MgF2wurde in beiden Zellstrukturen verwendet. 1994 wurden passivierte Emitter Rear Local Diffusion (PERL)-Zellen mit einer Effizienz von 24 % demonstriert [3]. Im Vergleich zur PESC-Zelle hatte die PERL-Zelle auf FS umgekehrte Pyramiden für eine bessere Lichteinfang- und oxidbasierte Passivierung auf beiden Seiten. Die rückseitige Oxidpassivierungsschicht verbesserte auch das interne Reflexionsvermögen der langen Wellenlänge und damit das Spektrumsverhalten.
Zusätzlich zu den sich weiterentwickelnden Solarzellenarchitekturen gab es auch im Herstellungsbereich eine kontinuierliche Entwicklung in Bezug auf erhöhten Durchsatz, verbesserte Prozessschritte und reduzierte Kosten. Einen kurzen Überblick über die Herstellung von Si-Substraten und verschiedenen Solarzellentypen gibt der nächste Abschnitt.
3. Kommerzielle Siliziumsolarzellentechnologien
Si ist nach Sauerstoff das am zweithäufigsten vorkommende Material auf der Erde und wird häufig in der Halbleiterindustrie verwendet. Metallurgisches Silizium (Mg-Si) mit einer Reinheit von 98% wird durch Erhitzen von Quarz (SiO2) mit Kohlenstoff bei hohen Temperaturen von 1.500-2.000 [4] gewonnen. Mg-Si wird weiter gereinigt, um Siliziumbrocken von Solarqualität mit einer Reinheit von 99,99% zu erhalten. Die veredelten Si-Brocken werden dann weiterverarbeitet, um monokristalline und multikristalline Formen von Si-Ingots zu erhalten, die eine große Siliziummasse darstellen. In monokristallinem Si sind die Atome im gesamten Material in der gleichen Kristallorientierung angeordnet. Für Solarzellen wird die (100)-Orientierung bevorzugt, da sie leicht texturiert werden kann, um die Oberflächenreflexion zu reduzieren [5]. Multikristallines Si hat, wie der Name schon sagt, im Gegensatz zu monokristallinen Substraten mehrere Körner aus Si-Material mit unterschiedlichen Orientierungen. Monokristallines Material hat im Vergleich zu multikristallinem Si eine höhere Minoritätsträgerlebensdauer und somit höhere Solarzellenwirkungsgrade für eine gegebene Solarzellentechnologie.
Das Czochralski (Cz)-Verfahren zur Herstellung von monokristallinen Si-Ingots ist in Fig. 2(a) dargestellt. Hochreines geschmolzenes Silizium mit Dotierungsmittel wird über dem Schmelzpunkt gehalten und dann wird ein Impfkristall mit einer sehr langsamen Geschwindigkeit gezogen, um einen Barren mit einem Durchmesser von bis zu 300 mm und einer Länge von 2 m zu erhalten [6]. Das geschmolzene Silizium kann entweder mit p-Typ- oder n-Typ-Dotierstoffen dotiert werden, um den spezifischen Typ eines monokristallinen Si-Ingots von bis zu 200 kg zu erhalten [2]. Aus den Barren gesägte Wafer haben kreisförmige Kanten und daher wird die Form als "Psuedo-Quadrat" bezeichnet. Multikristalline Siliziumblöcke werden durch Schmelzen von hochreinem Si und Kristallisieren in einem großen Tiegel durch gerichtete Erstarrungsverfahren [7] hergestellt, wie in Abbildung 2(b) gezeigt. Der Prozess hat keine Referenzkristallorientierung wie der Cz-Prozess und bildet daher Siliziummaterial mit unterschiedlichen Orientierungen. Derzeit wiegen die multikristallinen Si-Ingots>800kg [2], die dann in Bricks geschnitten und Wafer weiter gesägt werden.
Die derzeitige Größe von monokristallinen und multikristallinen Wafern für die Solarzellenherstellung beträgt 6 Zoll × 6 Zoll. Die Fläche der monokristallinen Wafer wird aufgrund der pseudoquadratischen Form etwas kleiner sein. Das am weitesten verbreitete Basismaterial zur Herstellung von Solarzellen sind bordotierte p-Typ-Si-Substrate. Si-Substrate vom N-Typ werden auch zur Herstellung von Solarzellen mit hohem Wirkungsgrad verwendet, haben jedoch zusätzliche technische Herausforderungen, wie das Erzielen einer gleichmäßigen Dotierung entlang des Ingots im Vergleich zu Substraten vom p-Typ.

Abbildung 2. Darstellung von (a) Cz-Prozess für monokristalline Ingots und (b) gerichteten Erstarrungsprozess für multikristalline Ingots.
Eine breite Einteilung verschiedener Solarzellentypen mit Wirkungsgradbereichen ist in Bild 3 dargestellt. Die Standard-Aluminium-Back-Surface-Field-(Al-BSF)-Technologie ist aufgrund ihres relativ einfachen Herstellungsprozesses eine der gebräuchlichsten Solarzellentechnologien. Es basiert auf einer vollständigen Rückseiten-(RS)-Al-Abscheidung durch Siebdruckverfahren und der Bildung von p+BSF, das hilft, die Elektronen von der Rückseite des p-Typ-Substrats abzustoßen und die Zellleistung zu verbessern. Der Herstellungsablauf für Al-BSF-Solarzellen ist in Abbildung 4 dargestellt. Das Standarddesign kommerzieller Solarzellen ist mit Gittermuster-FS und vollflächigen RS-Kontakten.

Abbildung 3.Breite Klassifizierung verschiedener Solarzellentypen.

Abbildung 4.Fertigungsfluss von Al-BSF-Solarzellen.
Die passivierte Emitter-Rückkontakt-(PERC)-Solarzelle verbessert die Al-BSF-Architektur durch Hinzufügen einer rückseitigen Passivierungsschicht, um die rückseitige Passivierung und interne Reflexion zu verbessern. Aluminiumoxid ist ein geeignetes Material für die RS-Passivierung mit durchschnittlichen Solarzellenwirkungsgraden von nahe 21%, die in der Produktion erhalten werden [8]. Eine bestehende Al-BSF-Solarzellenlinie kann durch zwei zusätzliche Werkzeuge (RS-Passivierungsschichtabscheidung und Laser zur lokalisierten Kontaktöffnung auf der RS) auf den PERC-Prozess aufgerüstet werden.
Die verbleibenden drei Zellarchitekturen sind hauptsächlich Technologien mit höherer Effizienz, die auf n-Typ-Si-Substraten basieren. Die a-Si-Heteroübergang-Solarzelle weist a-Si-Schichten auf den FS und RS des n-Typ-Si-Substrats auf, um im Gegensatz zum herkömmlichen pn-Übergang auf Hochtemperatur-Diffusionsbasis "Heteroübergänge" zu bilden. Eine solche Technologie ermöglicht die Verarbeitung bei niedrigeren Temperaturen, ist jedoch sehr empfindlich gegenüber der Qualität der Oberflächengrenzflächen. Eine a-Si-basierte Heterojunction-Solarzelle wurde kommerziell von Sanyo Electric hergestellt, die jetzt von Panasonic übernommen wird [9]. Bei der Solarzellenkonstruktion mit interdigitalem Rückkontakt (IBC) sind beide Kontakte auf der Rückseite vorhanden, wodurch die FS-Kontaktabschattungsverluste vermieden werden. Typisch für IBC-Solarzellen befindet sich auch der Übergang auf der Rückseite. Einer der frühen Hersteller der hocheffizienten n-Typ-IBC-Solarzelle ist die SunPower Corporation [10]. Bifaziale Zellen können, wie der Name schon sagt, Licht von beiden Seiten der Solarzellen einfangen. Dies hat zur Folge, dass auch die Rückseite mit Rasterkontakten versehen ist, um eine Lichtsammlung zu ermöglichen. Ein Beispiel für die bifaziale Technologie ist die vom ISC, Konstanz, entwickelte und kommerzialisierte BiSON-Solarzelle [11]. Es sollte beachtet werden, dass die angegebene Klassifizierung keine erschöpfende Liste verschiedener anderer Typen von Solarzellenarchitekturen ist, die sich in der R&Amp; D-Phase befinden, kurz vor der Kommerzialisierung stehen oder bereits hergestellt werden. Die folgenden Abschnitte geben einen Überblick über die Prozessschritte zur Herstellung von Al-BSF-Solarzellen.
4. Nasschemische Prozesse zur Solarzellenherstellung
Die nasschemische Behandlung ist ein wichtiger Schritt in der Solarzellenbearbeitung zur Entfernung von Sägeschäden (SDR) für die as-cut-Wafer, zur Texturierung der Oberfläche zur Erhöhung der Absorption der einfallenden Sonnenstrahlung und zur Kantenisolierung nach dem Diffusionsprozess. Wie im vorherigen Abschnitt diskutiert, werden hauptsächlich monokristalline und multikristalline Siliziumwafer zur Herstellung von Solarzellen verwendet. Die nasschemische Verarbeitung für die jeweiligen Wafertypen wird im Folgenden diskutiert.
4.1 Texturierung von monokristallinen Siliziumwafern
Wie in Abschnitt 2 angedeutet, begann die Entwicklung von Solarzellen vornehmlich mit monokristallinen Wafern und nutzte daher etablierte Methoden aus dem Bereich der Mikroelektronik. Alkalisches anisotropes Ätzen auf Basis von KOH/NaOH wird zur pyramidalen Texturierung von monokristallinen Wafern verwendet. Ein monokristalliner Wafer im geschnittenen Zustand hat ein gewichtetes durchschnittliches Reflexionsvermögen von>30% (über eine Wellenlänge von 300–1.200 nm), das nach dem Texturierungsprozess auf 11–12% reduziert wird. Die typische Morphologie einer alkalisch texturierten Oberfläche ist in Abbildung 5 dargestellt. Die anisotrope Ätzlösung ätzt die (100)-Oberfläche der Wafer, um die (111)-Flächen freizulegen, die eine höhere Dichte an Siliziumatomen und damit eine langsamere Ätzrate im Vergleich zu ( 100) Gesichter. Dadurch entstehen zufällige Pyramidenstrukturen, die einen Winkel von 54,7° zur Waferoberfläche bilden.

Abbildung 5.Typische Oberflächenmorphologie eines alkalisch texturierten monokristallinen Wafers.
Typische Parameter für das alkalische Texturierungsverfahren sind in Tabelle 1 aufgeführt. Es ist zu beachten, dass die Werte verschiedener Parameter indikativ und nicht als absolut zu betrachten sind, da es eine Vielzahl von Additivherstellern auf dem Markt gibt. Isopropylalkohol (IPA) wurde zunächst als Additiv in der Texturierungslösung verwendet, das nicht an der Ätzreaktion beteiligt ist, aber als Benetzungsmittel zur Verbesserung der Homogenität des Texturierungsprozesses dient, indem es verhindert, dass die während der Reaktion erzeugten H2-Bläschen anhaften die Siliziumoberfläche [12]. Bis 2010 wurde IPA jedoch aufgrund von Nachteilen wie instabiler Konzentration, da die Badtemperatur nahe dem Siedepunkt von IPA (82,4 ° C), hohen Kosten, hohem Verbrauch, Gesundheitsgefährdung und Explosivität liegt, schrittweise durch alternative Zusatzstoffe ersetzt [12]. Viele Gruppen haben Entwicklungsarbeiten veröffentlicht, um IPA durch alternative Additive zu ersetzen, um die Nachteile von IPA zu überwinden, das Prozessfenster zu vergrößern und die Oberflächenreflexion zu reduzieren [12,13,14,15,16]. Zusätze reduzieren auch die Verarbeitungszeit auf<10 minuten="" und="" erhöhen="" die="" badstandzeit=""><100>
Prozess
KOH/IPA
KOH/Additiv
KOH (%) | 3 | & lt;3 |
IPA (%) | 6 | — |
Zusatz (%) | — | & lt;2 |
Prozesstemperatur [°C] | & gt;80 | 70–100 |
Pyramidengröße [μm] | 5–12 | 2–7 |
Prozesszeit [min] | 30–40 | 5–10 |
Organischer Anteil [Gew.-%] | 4–10 | & lt;1.0 |
Siedepunkt [°C] | 83 | & gt;100 |
Badelebensdauer | & lt;15 | & gt;100 |
Tabelle 1. Prozessparameter für die IPA-basierte und Additiv-basierte alkalische Texturierung von monokristallinen Wafern.
Der Texturierungsprozess der monokristallinen Wafer wird typischerweise in einem "Batch" durchgeführt, was bedeutet, dass die Wafer in einen Träger mit Schlitzen geladen werden, um die Wafer zu halten (100 Schlitze in einem Träger) und dann wird der Stapel nacheinander in Bädern für bath Texturieren, Reinigen, Behandlungsschritte zum Entfernen der organischen Rückstände und Metallverunreinigungen und Trocknen der bearbeiteten Wafer. Die Träger sind typischerweise mit PVDF beschichtet, das eine sehr gute Beständigkeit gegen verschiedene Chemikalien, Abrieb und mechanischen Verschleiß aufweist. Ein typischer Träger für die Handhabung monokristalliner Wafer ist in Abbildung 6 dargestellt. Das Batch-Texturierungswerkzeug verfügt über dedizierte Bäder für jeden Schritt mit Dosiertanks für die im Bad verwendeten Chemikalien. Das Tool bearbeitet viele Carrier gleichzeitig und kann bei gleichzeitiger Bearbeitung von vier Carriern einen Durchsatz von >6.000 Wafer/h erreichen.

Abbildung 6.Träger zum Laden von Wafern in das Batch-Tool. Quelle: RCT solutions GmbH.
4.2 Texturierung multikristalliner Siliziumwafer
Multikristalline Wafer bieten im Vergleich zu monokristallinen Wafern einen Kostenvorteil und wurden daher weiter verbreitet. Die alkalische Chemie, die zum Texturieren von monokristallinen Wafern verwendet wird, funktioniert jedoch aufgrund des Vorhandenseins unterschiedlicher Kornorientierungen nicht gut für multikristalline Wafer. Eine alternative saure Chemie auf Basis von HF und HNO3 wurde entwickelt, um den Sägeschaden zu entfernen und die multikristallinen Wafer gleichzeitig zu texturieren [17,18]. Die sauer lösungsbasierte Texturierung arbeitet bei Temperaturen unterhalb der Raumtemperatur und führt somit zu einer reduzierten Reaktionsgasemission, geringer Wärmeentwicklung, höherer Stabilität der Ätzlösung und besserer Kontrolle der Ätzrate [18]. Ein Vergleich des alkalischen Texturierungsprozesses und des sauren Texturierungsprozesses für multikristalline Wafer ist in Abbildung 7 dargestellt.

Abbildung 7.Vergleich von alkalischer und saurer Texturierung für multikristalline Wafer. Zum Vergleich sind auch Reflexionskurven nach der Abscheidung von SiNx:H gezeigt [17].
Der saure Texturierungsprozess multikristalliner Wafer kann im Vergleich zum alkalischen Texturierungsprozess in deutlich reduzierter Zeit durchgeführt werden und kann daher in einer "Inline"-Konfiguration implementiert werden, bei der die Wafer durch in das Ätzbad eingetauchte Walzen geführt werden. Ein repräsentatives Bild eines Inline-Prozesses zusammen mit dem typischen sauren Texturierungsprozess ist in Abbildung 8 dargestellt. Bei einer fünfbahnigen Konfiguration kann das Inline-Tool einen Durchsatz von bis zu 4.000 Wafern/h erreichen. Es ist wichtig zu beachten, dass die in der Ätzlösung nach unten weisende Waferoberfläche besser strukturiert ist als die Oberseite und die „Sonnenseite“ für die Weiterverarbeitung ist. Der saure Texturierungsprozess führt zur Bildung von porösem Silizium auf der texturierten Oberfläche, das Licht absorbiert und zudem die Oberflächenrekombination erhöht [18]. Daher wird das poröse Silizium mit einer verdünnten alkalischen Lösung entfernt. Anschließend wird eine saure Reinigung (HF+HCl) durchgeführt, um Oxide und Metallverunreinigungen von den Waferoberflächen zu entfernen.

Abbildung 8.(a) Repräsentativer Inline-Prozess mit fünf Bahnen und (b) saurer Texturierungsprozessfluss für multikristalline Wafer.
Es ist wichtig anzumerken, dass das oben diskutierte saure Texturierungsverfahren für multikristalline Wafer mit Aufschlämmungsdrahtsägen (SWS) geeignet ist. Das Diamantdrahtsägen (DWS) hat in den letzten Jahren das slurrydrahtbasierte Schneiden aufgrund prozessualer und wirtschaftlicher Vorteile abgelöst [19]. Der Sägeschaden der multikristallinen SWS-Wafer ist höher als bei den DWS-Wafern, die tiefe gerade Rillen und eine viel glattere Oberfläche als die mit Slurry-Draht gesägten Wafer haben [19]. Der Sägeschaden bei den SWS-Wafern spielt eine wichtige Rolle für die Einleitung des Texturierungsprozesses, der bei den DWS-Wafern nicht auftritt.
Zur Texturierung multikristalliner DWS-Wafer wurden verschiedene Methoden vorgeschlagen, die in Tabelle 2 zusammengefasst sind[20]. Durch Abstimmung der verschiedenen Verfahren kann ein Reflexionsvermögen von nahe 0% erreicht werden und daher wurde der Begriff "schwarzes Silizium" für den Texturierungsprozess von multikristallinen DWS-Wafern verwendet. RIE war die erste Methode zur Herstellung von schwarzem Silizium und verwendet Schwefelhexafluorid (SF6), um mit Si und Gasen wie Cl2 und O2 zu reagieren, um die Reaktion zu passivieren und zu begrenzen [20]. Kürzlich wurden kommerzielle Multi-PERC-Solarzellen mit einem durchschnittlichen Wirkungsgrad von 21,3% mit einem RIE-basierten Texturierungsprozess demonstriert [21]. Da RIE jedoch ein vakuumbasierter Prozess ist, ist der Durchsatz im Vergleich zu einem typischen Inline-Prozess gering und außerdem ist eine zusätzliche Vor- und Nachbearbeitung erforderlich, um den Sägeschaden bzw. den Schaden aufgrund von Ionenbeschuss zu entfernen. Eine Variante des RIE-Verfahrens, die kein Vakuum oder Plasma benötigt, wurde in einem kommerziellen Werkzeug implementiert [22].
Methode
Reagenzien
Maske
Katalysator
Mindestreflexion (%)
Reaktives Ionenätzen (RIE) | SF6/O2, SF6/Cl2/O2, SF6/O2/CH4 | Keiner | Keiner | 4.0 |
Plasmaimmersionsionenimplantation (PIII) | SF6/O2 | Keiner | Keiner | 1.8 |
Laserbestrahlung | CCl4, C2Cl3F3, SF6, Cl2, N2, Luft | Keiner | Keiner | 2.5 |
Plasmaätzen | SF6 | Ag-Nanopartikel | Keiner | 4.2 |
Metallunterstütztes chemisches Ätzen (MACE) | AgNO3/HF/HNO3 | Keiner | Ag, Au | 0.3 |
Elektrochemisches Ätzen | HF, EtOH, H2O | Keiner | Keiner | & lt;5,0 |
Tabelle 2. Verschiedene Methoden zur Texturierung von mit Diamantdraht gesägten multikristallinen Wafern [20].
Einer der Ansätze für die Texturierung multikristalliner DWS-Wafer besteht darin, die vorhandene Chemie auf saurer Texturierungsbasis mit Additiven aufzurüsten [23,24,25]. Ein solcher Ansatz kann im Vergleich zum MACE-basierten Ansatz möglicherweise einen niedrigeren CoO aufweisen [23]. Es wurde gezeigt, dass das Reflexionsvermögen eines solchen Additiv-basierten Ansatzes mit der Solarzelleneffizienz von 18,7 % für die Al-BSF-basierte Struktur ähnlich der konventionellen Isotexturierungslösung ist [24].
Die Texturierung auf MACE-Basis ähnelt dem herkömmlichen sauren Ätzverfahren mit einem zusätzlichen Schritt der katalytischen Metallabscheidung. Der Prozessablauf besteht aus SDR, Katalysatormetallabscheidung, chemischem Ätzen und Nachbehandlung. Effizienzen von 19,2 % wurden für kommerzielle Multi-Al-BSF-Zellen unter Verwendung des Batch-Typ-MACE-Texturierungsverfahrens erhalten [26]. MACE-basiertes kommerzielles Werkzeug vom Inline-Typ wurde mit der Möglichkeit demonstriert, das Reflexionsvermögen im Bereich von 12–23% einzustellen und eine durchschnittliche Effizienz für die Al-BSF- und PERC-Struktur von 18,8 bzw. 20,2% zu erzielen [27]. Repräsentative Bilder einer texturierten Oberfläche auf Basis des MACE-Prozesses sind in Abbildung 9 dargestellt. Die Betriebskosten (CoO) des Inline-MACE-Prozesses sind im Vergleich zum chargenbasierten MACE-Prozess potenziell niedriger und können durch Recycling von Ag aus dem Texturierbad weiter reduziert werden [27].

Abbildung 9.MACE texturierte DWS-Multiwafer, (a) Oberfläche mit Ravg=12% und (b) Oberfläche mit Ravg=22% [27].
4.3 Nasschemie-basierte Kantenisolierung
Die Emitterregion in einer Solarzelle wird durch einen Hochtemperatur-Diffusionsprozess hergestellt (wird in den folgenden Abschnitten erörtert). Während des Diffusionsprozesses wird Phosphorsilikatglas (PSG) auf dem Wafer abgeschieden, das vor der Abscheidung der ARC-Schicht entfernt werden sollte. Wie in Fig. 10 dargestellt, ist nach dem Diffusionsschritt der n-Typ-Bereich auch an den Kanten und der Rückseite des Wafers vorhanden. Die n-Schicht an den Kanten und der Rückseite wird den Emitter mit dem Basissubstrat kurzschließen und daher ist es wichtig, diese Bereiche zu ätzen und den Emitter auf dem FS vom Basissubstrat zu isolieren, wie in Fig. 10(c) dargestellt.

Abbildung 10. Verarbeitung von Siliziumwafern nach Diffusion und Kantenisolierung (a) Texturierter Siliziumwafer, (b) Diffundierter Siliziumwafer, (c) Diffundierter Siliziumwafer nach Kantenisolation.
Der Kantenisolationsprozess kann auf Inline-Weise durchgeführt werden, ähnlich dem Texturierungsprozess, der im vorherigen Abschnitt diskutiert wurde. Die Ausnahme in diesem Fall besteht darin, dass die Chemikalie nur die Rückseite und die Kanten ätzen sollte, ohne mit dem FS zu interagieren. Ein repräsentatives Bild des Kantenisolationsprozesses ist in Abbildung 11 gezeigt. Es ist wichtig zu beachten, dass die Walzen nur auf der Unterseite vorhanden sind, um einen Kontakt der Ätzlösung mit der Vorderseite zu vermeiden. Die weiteren Schritte nach der RS-Ätzung sind denen der Inline-Texturiermaschine ähnlich.

Abbildung 11.Repräsentatives Bild einer Solarzelle in einem Inline-Kantenisolierungsbad
5. Thermische Prozesse zur Solarzellenherstellung
Hochtemperaturprozesse sind ein wesentlicher Bestandteil der Solarzellenherstellung. Beispiele für solche Prozesse sind das Bilden des pn-Übergangs durch Diffusion, das Brennen von Siebdruckkontakten, das Aktivieren von Oberflächenpassivierungsschichten oder durch Glühprozesse induzierte Defekte. Der Abschnitt gibt einen Einblick in die grundlegende Physik des Emitterdiffusionsprozesses und der plasmaunterstützten chemischen Gasphasenabscheidung (PECVD).
5.1 Emitterdiffusion
Die Emitterdiffusion ist einer der entscheidenden thermischen Schritte bei der industriellen Solarzellenherstellung. Der n-Typ-Emitter der kristallinen p-Typ-Siliziumsolarzellen wird durch Phosphor-(P)-Diffusion gebildet. Beim Diffusionsprozess werden die Si-Wafer in einen Ofen geschickt und bei 800–900°C Phosphorylchlorid (POCl3) und O2 ausgesetzt, was zu einer PSG-Abscheidung auf den Si-Waferoberflächen führt. Dieser Schritt wird als Vorabscheidung bezeichnet, bei der das PSG [28] als Quelle für Phosphor (P)-Dotierstoffe dient, um in den Si-Wafer zu diffundieren. Der nächste Schritt ist der Drive-In, bei dem die Dotiergaszufuhr unterbrochen wird und P aus der PSG-Schicht weiter in den Si-Wafer diffundiert. Hannes et al. [29] zeigt, dass für die optimale Prozessmachbarkeit für Photovoltaikanwendungen drei verschiedene Effekte berücksichtigt werden müssen. Erstens die Eindiffusion von P aus dem PSG und seine Anwesenheit in elektrisch aktiven und inaktiven Zuständen im Si-Wafer, was die Shockley-Read-Hall (SRH)-Rekombination erhöht. Zweitens das Gettern von Verunreinigungen in die Si-Schicht hin zur PSG-Schicht. Schließlich entzieht die Metallkontaktausbildung mit dem P-dotierten Si-Emitter die erzeugte Leistung.
Der Diffusionsprozess wird durch den Schichtwiderstand quantifiziert, der von der Tiefe des pn-Übergangs und dem P-Konzentrationsprofil abhängt. Der Schichtwiderstand hat die Einheit Ω/cm (üblicherweise als Ω/□ gemessen) und wird mit einem Vierpunkt-Sondensystem gemessen. Die Definition des Schichtwiderstandes ist in Gl. (1).
wobeiR=Widerstand eines rechteckigen Querschnitts (Ω);ρ=Widerstand (Ω cm);l=Länge des rechteckigen Querschnitts (cm);A=Fläche des rechteckigen Querschnitts (cm2);W=Breite des rechteckigen Querschnitts (cm );D=Tiefe des rechteckigen Querschnitts (cm) undρBlech=Widerstand für gegebene Tiefe (D) wenn l=W (Ω/□).
Die früheren Werte des Emitterschichtwiderstands betrugen 30–60 Ω/□ mit pn-Übergangstiefen von>400 nm und hoher P-Oberflächenkonzentration. Mit Verbesserungen bei der Kontaktpaste aus Silber (Ag) auf der Vorderseite liegt der Emitterschichtwiderstand jetzt im Bereich von 90–110 Ω/□ bei einer Übergangstiefe von etwa 300 nm und einer geringeren P-Oberflächenkonzentration. Der Übergang zu einem größeren Schichtwiderstand ermöglicht es, mehr Licht im UV- und blauen Spektrum einzufangen, während gleichzeitig die Oberflächenrekombination reduziert wird, um den Voc zu verbessern. Es ist zu beachten, dass der Diffusionsprozess an der FS (direkt den Gasen ausgesetzt) und auch an den Kanten und RS stattfindet. Wird der Kantenisolationsprozess nicht durchgeführt (wie in Abschnitt 4.3 diskutiert), wird der Emitter mit dem Substrat kurzgeschlossen.
Abbildung 12 zeigt den POCl3-Diffusionsprozess in einem geschlossenen Quarzrohrsystem. POCl3 ist eine Flüssigkeitsquelle, die dem Prozessrohr zugeführt wird, indem es mit einem Trägergas N2 gesprudelt wird. Durch Mischen

Abbildung 12.(a) Schematische Darstellung des Chargen-Diffusionsprozesses und (b) repräsentatives Bild einer Chargen-Diffusionsanlage. Quelle: centrotherm GmbH.
An der Si-Oberfläche,
Chlor, das bei der Vorabscheidung als Nebenprodukt anfällt, reinigt die Wafer und das Quarzrohr, indem es Komplexe mit Metallen bildet. PSG wird als Quelle zum Eintreiben der P-Atome in die Si-Oberfläche verwendet. Während des Eintreibprozesses wird POCl3 ausgeschaltet und nur O2 hinzugefügt, um eine dünne Oxidschicht unter dem PSG aufzubauen, um die Diffusion von P-Atomen in die Si-Oberfläche zu verbessern.
Im Diffusionsrohr gibt es fünf Heizzonen, wie in Abbildung 13 dargestellt. Die Zonen sind:
Ladezone (LZ) – Bereich, von dem aus die Wafer in das Rohr geladen werden.
Center Loading Zone (CLZ) – Bereich zwischen der Ladezone und der Mittelzone.
Mittelzone (CZ) – Mittelbereich der Röhre.
Mittlere Gaszone (CGZ) – Bereich zwischen der Mittelzone und der Gaszone.
Gaszone (GZ) – Bereich, aus dem die Gase durch den Auspuff ausströmen.

Abbildung 13.Heizzonen im Diffusionsrohr.
Typischerweise werden die Temperaturen jeder Heizzone eingestellt, um einen gleichen Emitterschichtwiderstand für alle Wafer über das Schiffchen zu erhalten.
Die Umgebung des Diffusionsprozesses sollte sehr sauber sein und daher wird Quarzmaterial für die Rohre verwendet. Auch die Sauberkeit der Rohre und die Ladeflächenpflege wirken sich auf das Prozessergebnis aus. Da bei der Gasphasendiffusion keine Rückstände im Rohr vorhanden sind, ergibt sich ein saubererer Prozess. Durch Beladung mit halber Teilung unter Niederdruckbedingungen (LP) [31] kann der Durchsatz erhöht werden. Üblicherweise werden 1.000 Wafer in ein einzelnes Rohr geladen und mit fünf Diffusionsrohren in einem Batch-Typ-Diffusionssystem kann ein Durchsatz von bis zu 3.800 Wafern/h für die Solarzellenfertigung erreicht werden.
In der kommerziellen Produktion wurde auch ein Inline-Diffusionssystem verwendet, bei dem die Wafer auf einem Band mit Phosphorsäure als Quelle für P-Dotierstoffe transportiert werden [32]. Im Vergleich zum Inline-Prozess ist der Batch-Prozess jedoch sauberer, effektiver und effizienter. Für n-Typ-Solarzellen oder fortschrittliche Solarzellenkonzepte wie PERT basiert die p-Typ-Batch-Diffusion auf Bor (B)-Dotierstoffquellen wie Bortribromid (BBr3) [33,34].
5.2 Abscheidung einer Antireflexbeschichtung (ARC)
Eine blanke Si-Oberfläche reflektiert>30% des einfallenden Lichts. Wie in Abschnitt 4 besprochen, verbessert der Texturierungsprozess die Lichtaufnahme. Es ist wünschenswert, das Reflexionsvermögen weiter zu verringern, das durch Abscheiden einer ARC-Schicht erhalten wird. TiOx war eines der ersten Materialien, das als ARC-Schicht für Solarzellen verwendet wurde, da es jedoch keine ausreichende Oberflächenpassivierung bieten konnte, wurde es schließlich durch SiNx:H ersetzt [37]. Thermisch gewachsenes Siliziumoxid (SiO2) wurde auch als Passivierungsmaterial in den rekordverdächtigen passivierten lokal diffundierten Emitter-Rückseiten-Zellen (PERL) verwendet [37]. Hohes thermisches Budget und lange Prozesszeiten machten eine SiO2-basierte Passivierung für die Massenproduktion von Solarzellen ungeeignet [37]. Eine umfassende Übersicht über verschiedene ARC- und Passivierungsmaterialien für Solarzellenanwendungen wird in [37] diskutiert.
Das plasmaunterstützte chemische Gasphasenabscheidungsverfahren (PECVD) eignet sich zum Abscheiden einer ARC-Schicht aus SiNx:H, die nicht nur die Reflexion reduziert, sondern auch den vorderseitigen n-Emitter und das Volumen passiviert und somit den Solarzellenwirkungsgrad verbessert [36, 37]. Eine schematische Darstellung eines PECVD-Systems vom Batch-Typ ist in Abbildung 14 gezeigt. Die Wafer werden in ein Graphitschiffchen geladen, wobei die Vorderseiten einander zugewandt sind. Ein HF-Plasma auf Basis der Prozessgase Ammoniak (NH3) und Silan (SiH4) bei einer Temperatur von 400–450°C scheidet die hydrierte SiNx:H-Schicht nach Gl. (4)[35]. Der in den SiNx:H-Film eingebaute Wasserstoff diffundiert während des Brennschritts (wird im nächsten Abschnitt diskutiert) in das Volumen und passiviert die freien Bindungen, um die Solarzellenleistung zu verbessern [36,37].

Abbildung 14.(a) Schematische Darstellung des Batch-Typ-PECVD-Prozesses für die SiNx:H-Abscheidung und (b) Graphitschiffchen zum Laden von Si-Wafern in den PECVD-Ofen.
Der Brechungsindex (RI) des SiNx:H-Films wird durch das Verhältnis von SiH4/NH3-Gas gesteuert, während die Dicke von der Abscheidungsdauer abhängt. Die SiNx:H-basierte ARC kann die Reflexion für eine einzelne Wellenlänge minimieren und die Wellenlängendicke ist gegeben durch [38],
wobei t=Dicke der SiNx:H ARC-Schicht,λ0=Wellenlänge des einfallenden Lichts undn1=Brechungsindex der SiNx:H-Schicht.
Aufgrund der Beziehung wird der ARC auch als „Viertelwellenlängen-ARC“ bezeichnet. Bei Solarzellen werden RI und Dicke so gewählt, dass die Reflexion bei einer Wellenlänge von 600 nm minimiert wird, da dies der Peak des Sonnenspektrums ist. Die Dicke und RI des ARC wird als geometrisches Mittel der Materialien auf beiden Seiten gewählt, dh Glas/Luft und Si. Die typische Dicke der SiNx:H ARC beträgt 80–85 nm mit einem RI von 2,0–2,1, was der Solarzelle eine blaue bis violettblaue Farbe verleiht. Ein repräsentatives Bild einer texturierten multikristallinen Solarzelle, die mit SiNx:H abgeschieden wurde, ist in Abbildung 15(a) gezeigt, während die Variation der SiNx:H-Farbe basierend auf ihrer Dicke in Abbildung 15(b) gezeigt ist. Es ist wichtig zu beachten, dass für gegebene Abscheidungsparameter eine Abhängigkeit von der Oberflächentextur und der ARC-Farbe besteht. Es gibt eine Vielzahl von Solarmodulen, bei denen die Farbe der Solarzellen im Gegensatz zur typischen blauen Farbe dunkler ist. Eine typische ARC-Abscheidungsstufe in einer Solarzellen-Fertigungslinie besteht aus zwei PECVD-Systemen mit jeweils vier Röhren und einem Durchsatz von bis zu 3.500 Wafern/h.

Abbildung 15.(a) Repräsentatives Bild einer SiNx:H-beschichteten multikristallinen Solarzelle, (b) Variation der SiNx:H-Schicht basierend auf ihrer Dicke.
SiNx:H ist nicht für die Passivierung von p-Typ-Si geeignet und daher werden Dielektrika wie Al2O3 für die RS-Passivierung für Zellarchitekturen wie PERC-Zellen [8] oder für p-Typ-Emitter in n-Typ-Solarzellen verwendet. Bei PERC-Solarzellen wird die Al2O3-Passivierungsschicht mit einem SiNx:H abgedeckt, um sie während des Brennprozesses vor der Al-Paste zu schützen und auch als interner Reflektor für das langwellige Licht zu dienen. Für die Abscheidung von Al2O3 mit einem Durchsatz von bis zu 4.800 Wafern/h stehen kommerzielle PECVD- und Atomic Layer Deposition (ALD)-basierte Systeme zur Verfügung [39].
6. Metallisierung und Solarzellencharakterisierung
6.1 Siebdruckbasierte Metallisierung
Der letzte Verarbeitungsschritt für die Solarzellenherstellung ist die FS- und RS-Metallisierung, um die Leistung mit minimalen Widerstandsverlusten abzuleiten. Ag ist ein gutes Kontaktmaterial für den n-Typ-Emitter, während Al einen sehr guten Kontakt mit dem p-Typ-Substrat herstellt. Eine Kombination aus Ag/Al-Paste wird verwendet, um Pads auf dem RS zu drucken, um die Verbindung von Solarzellen in einem Modul zu erleichtern. Siebdruck ist ein einfaches, schnelles und sich ständig weiterentwickelndes Verfahren zur Metallisierung von Solarzellen.
Eine schematische Darstellung des Siebdruckverfahrens ist in Fig. 16 gezeigt. Die Siebe haben ein emulsionsbeschichtetes Edelstahlgewebe mit Öffnungen gemäß dem gewünschten Metallisierungsmuster, wie in Fig. 17(a) dargestellt. Die Metallpaste wird über die Flut und die Rakelbewegung über das Sieb verteilt, die die Paste basierend auf dem Siebmuster auf der Solarzelle aufträgt. Snap-off ist der Abstand zwischen Bildschirm und Solarzelle. Der Rakeldruck und der Abbrechabstand sind die kritischen Parameter, die den Pastenauftrag und die Geometrie der Ag FS Finger bestimmen.

Abbildung 16.Darstellung des Siebdruckverfahrens für die Metallisierung von Solarzellen.

Abbildung 17.(a) Mesh-Emulsionssieb mit Fingeröffnung für den FS-Ag-Druck [40] und (b) repräsentatives FS-Metallisierungsmuster.
Typischer Pastenauftrag für Ag/Al RS-Pads, RS Al und FS Ag beträgt 35–45 mg, 1,1–1,4 g bzw. 100–120 mg für eine multikristalline 6-Zoll-Al-BSF-Solarzelle. Ein veranschaulichendes Ag-FS-Metallisierungsmuster ist in Fig. 17(b) gezeigt. Die Ag-Fingeröffnung hat sich auf unter 30 μm reduziert, während die Anwendung von 5-Bus-Bar jetzt zunehmend angewendet wird. Mit einem solchen Siebparameter und einem guten Pastenauftrag sollte ein konsistenter FF von>80% für die Al-BSF-Solarzellen mit einem optischen Abschattungsverlust von<6% erhalten="">
6.2 Trocknung und Schnellbrand von Metallisierungspasten
Die Metallisierungspasten bestehen aus Metallpulver, Lösungsmitteln und organischen Bindemitteln. Im Fall von FS Ag-Paste enthält die Paste auch Glasfritte, während sie die SiNx:H-Schicht ätzt und mit dem n-Emitter in Kontakt kommt [41]. Die Metallpasten werden nach dem Drucken getrocknet und schließlich zum Sintern durch einen Schnellfeuerofen geschickt und bilden den RS Al-BSF- und FS Ag-Kontakt. Ein Beispiel für einen solchen Schnellfeuerofen mit dem Temperaturprofil ist in Abbildung 18 dargestellt. Der FS Ag-Fingersinterprozess ist in Abbildung 19 dargestellt. Beim Durchlaufen der Solarzelle durch den Schnellfeuerofen werden die organischen Bindemittel verbrannt und anschließend geschmolzen der Glasfritte und schließlich Bildung von Ag-Kristalliten, die den n-Emitter kontaktieren. Das Brennprofil muss basierend auf den spezifischen Typen von Metallisierungspasten und dem Emitterdiffusionsprofil abgestimmt werden. Beispielsweise könnte die Brennspitzentemperatur niedrig sein, um keinen guten ohmschen Kontakt auf dem FS zu bilden, während eine zu hohe Temperatur zu einer Diffusion von Ag durch den Übergang und einem Nebenschluss des pn-Übergangs führen kann. Abbildung 20 zeigt das Bild einer vollständigen multikristallinen Al-BSF-Solarzelle.

Abbildung 18.(a) Beispiel eines Brennofens zum Sintern von Metallkontakten und (b) illustratives Temperaturprofil eines Brennofens. Quelle: centrotherm GmbH.

Abbildung 19. Darstellung des Brennvorgangs. (a) Ausbrennen der organischen Bindemittel, (b) Schmelzen von Glasfritte, die das SiNx:H ätzt und (c) Ag-Kristallitbildung an der Emittergrenzfläche.

Abbildung 20.(a) FS einer vollständigen Solarzelle und (b) RS einer vollständigen Solarzelle.
6.3 Plattierungsbasierte Vorderseitenmetallisierung
Die Kosten verschiedener Faktoren bei der Solarzellenverarbeitung sind im Laufe der Jahre zurückgegangen, während der Beitrag von Front-Ag immer noch am bedeutendsten ist [42]. Es wurde viel Arbeit geleistet, um Ag durch ein alternatives Metall wie Kupfer (Cu) zu ersetzen, das einen Leitfähigkeitswert hat, der dem von Ag sehr nahe kommt und auch einen potentiell erheblichen Kostenvorteil bietet [43,44]. Cu hat eine hohe Diffusivität und Löslichkeit in Si und daher wird eine Sperrschicht wie Nickel (Ni) auf Si vor der Cu-Beschichtung abgeschieden [42]. Die lichtinduzierte Plattierung (LIP), die sich von der konventionellen Plattierung ableitet, nutzt den photovoltaischen Effekt von Licht, um das gewünschte Metall zu plattieren und hat viele Vorteile gegenüber der konventionellen Plattierung [43,44].
Die Ni-Cu-basierte Vorderseitenmetallisierung erfordert einen zusätzlichen Vorderseiten-ARC-Strukturierungsschritt im Gegensatz zur Ag-Pasten-basierten Metallisierung und in den meisten Fällen auch einen zusätzlichen Ni-Sinterschritt, um den Kontaktwiderstand zu reduzieren und eine gute Haftung des Metallstapels zu erreichen [42 ]. Kommerzielle DWS-geschnittene mc-Si-Solarzellen auf der Basis von Ni-Cu-Ag-plattierten Stapeln wurden mit einer Fingerbreite von 22 μm, einem Aspektverhältnis von nahe 0,5 und einer ähnlichen Effizienz wie die von Referenz-Siebdrucksolarzellen auf Ag-Basis demonstriert [45 ].
Die kontinuierliche Verbesserung der Ag-FS-Pasten zusammen mit der Einfachheit, Zuverlässigkeit und dem hohen Durchsatz des Siebdruckprozesses hat es der Ni-Cu-basierten Metallisierung erschwert, mit der Ag-basierten FS-Metallisierung zu konkurrieren. Bei Konzepten mit hohem Solarzellenwirkungsgrad wie bifazialen Heterojunction-Solarzellen, bei denen Cu direkt auf das transparente leitende Oxid plattiert werden kann, wird der Plattierungsprozess jedoch vereinfacht und erfordert nur ein einziges Werkzeug [39]. In ähnlicher Weise können hocheffiziente Konzepte, die eine reduzierte Metallmenge erfordern, dasselbe erreichen, indem eine plattierungsbasierte Metallisierung verwendet wird [42,46].
6.4 IV-Prüfung und Charakterisierung von Solarzellen
Der letzte Schritt ist die IV-Prüfung der kompletten Solarzellen gemäß den Standardtestbedingungen (STC), dh AM 1,5 G, 1000 W/m2 mit einem Solarsimulator der Klasse AAA. Ein Beispiel für die FS-Sondierung von Solarzellen ist in Abbildung 21 dargestellt. Die typischen Parameter des IV-Testers sind in Tabelle 3 angegeben. IV-Tester haben viele Charakterisierungsparameter, die für die Diagnose von Solarzellendefekten hilfreich sein können. Repräsentative Elektrolumineszenz- (EL) und thermische IR-Bilder einer Solarzelle mit einigen Defekten sind in den Abbildungen 22(a)–(c) gezeigt. Ein EL-Bild einer guten Solarzelle mit gleichmäßiger Intensität ist in Abbildung 22(a) gezeigt, während für eine Solarzelle, bei der die FS-Finger nicht gleichmäßig gedruckt sind, ein dunklerer Kontrast in Abbildung 22(b) zu sehen ist ) zeigt ein thermisches IR-Bild einer Solarzelle mit lokalisiertem Shunt, das während eines der Verarbeitungsschritte gebildet wurde. Am Ende werden die Solarzellen je nach gewählter Klassifizierung in verschiedene Effizienzklassen einsortiert.
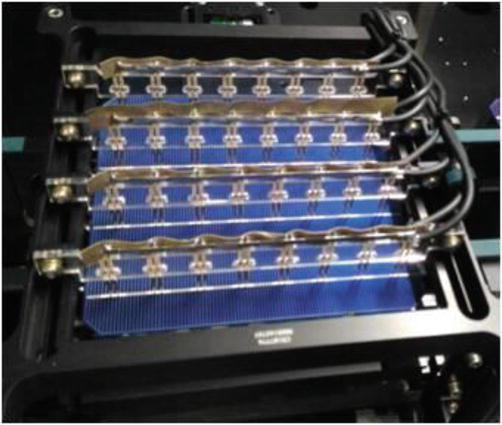
Abbildung 21.IV Messung der FS-Sondierung zur Charakterisierung von Solarzellen.
Parameter
Bemerkungen
Vok(V) | Gute mc-Si Al-BSF Solarzellen haben einen Wert von>0,635V |
Isc(A) | Gute mc-Si Al-BSF Solarzellen haben einen Wert von>9,0 A |
FF (%) | Gute mc-Si Al-BSF Solarzellen haben einen Wert von>80% |
Effizienz (%) | Gute mc-Si Al-BSF Solarzellen haben einen Wert von>18,6% |
Vmpp(V) | Entsprechende Spannung am Punkt der maximalen Leistung |
Impp(A) | Entsprechender Strom am Punkt maximaler Leistung |
Rs(Ω) | Gute mc-Si Al-BSF Solarzellen haben einen Wert von<1,5> |
RSch(Ω) | Gute mc-Si Al-BSF Solarzellen haben einen Wert von>100Ω |
Irev(A) | Rückstrom bei einer Spannung von −12V sollte<0,5 a="" für="" gute="" solarzellen=""> |
FS BB-BB-Widerstand (Ω) | Widerstand gemessen zwischen den BBs auf dem FS |
RS BB-BB-Widerstand (Ω) | Widerstand gemessen zwischen den BBs am RS |
Table 3.Parameter zur Charakterisierung einer Solarzelle aus IV-Messung.

Abbildung 22.(a) EL-Bild einer guten Solarzelle, (b) EL-Bild einer Solarzelle mit Ungleichförmigkeit im Ag-Fingerabdruck und (c) thermisches IR-Bild einer Solarzelle, die das Vorhandensein lokalisierter Shunts anzeigt.
7. Zukunftstrends
DWS hat sich zum Standard für monokristalline Wafer entwickelt, während es für multikristalline Wafer bis 2022 voraussichtlich einen Marktanteil von>80% haben wird [2]. Bis dahin soll SWS für multikristalline Wafer auslaufen. Mit DWS würde der Schnittverlust bis 2022 ebenfalls<80μm betragen,="" was="" wiederum="" den="" poly-si-verbrauch="" pro="" wafer="" unter="" 15="" g="" senken="" würde.="" das="" 3bb-design="" für="" frontkontakte="" wird="" voraussichtlich="" bis="" 2020="" mit="" einem="" anteil="" von="" 50%="" für="" das="" 5bb-design="" auslaufen.="" durch="" kontinuierliche="" verbesserungen="" bei="" ag-pasten="" und="" sieben="" soll="" die="" fs-fingerbreite="" bis="" 2022="" auf="" 30="" μm="" reduziert="" werden.="" nasschemische="" verarbeitungswerkzeuge="" haben="" 2018="" einen="" durchsatz="" von="" 8.000="" wafern/h="" überschritten="" und="" würden="" bis="" 2020="" 9.000="" wafer/h="" erreichen.="" thermische="" verarbeitungsanlagen="" equipment="" haben="" im="" jahr="" 2018="" einen="" durchsatz="" von="" 5.000="" wafern/h="" erreicht="" und="" werden="" voraussichtlich="" bis="" 2020="" 7.000="" wafer/h="" überschreiten.="" die="" metallisierungs-="" und="" iv-test-/sortierabteilung="" wird="" voraussichtlich="" einen="" durchsatz="" von=""> 7.000 Wafer/h bis 2022 erreichen.
Die Al-BSF-basierte Zelltechnologie mit einem Marktanteil von>60 % im Jahr 2018 wird voraussichtlich bis 2025 auf<20 %="" sinken.="" mit="" stärkerem="" schwerpunkt="" auf="" hocheffizienten="" solarzellenkonzepten="" wird="" der="" anteil="" von="" perc="" technologie="" soll="" bis="" 2022="">50 % betragen. Die Produktionseffizienz von Mono PERC wird voraussichtlich>22% bis 2022 betragen, während sie für Multi-PERC zur gleichen Zeit 21 % erreichen soll. Ein wichtiger Aspekt im Zusammenhang mit Multi-PERC ist die Abschwächung von LeTID-basierten Problemen, um den Effizienzverlust nach der Installation der Module im Feld zu minimieren. Si-HJ-Zellen mit Wirkungsgraden von> 22% im Jahr 2018, nachdem ein stabiler Wirkungsgrad von 23% bis 2020 erwartet wurde, mit einem Marktanteil von etwa 10% bis 2022 Die Strahlung von der Rückseite soll bis 2022 einen Marktanteil von 20 % haben. Bis 2020 sollen N-Typ-Rückkontaktsolarzellen einen Wirkungsgrad von 24 % erreichen.
8. Schlussfolgerungen
Si-Solarzellen haben sich in den letzten Jahrzehnten mit ausgereiften Herstellungstechnologien zu einem wichtigen Bestandteil des Bereichs der erneuerbaren Energien entwickelt. Multikristalline P-Typ-Wafer sind zur Hauptstütze der Solarzellenproduktion geworden. Mit höherem Wirkungsgrad und sinkenden Produktionskosten haben jedoch auch monokristalline Solarzellen einen erheblichen Anteil gewonnen und sollen in naher Zukunft mit multikristallinen Wafern eng konkurrieren. Bei der Standard-Al-BSF-Technologie haben sich 19 bzw. 20 % zum Benchmark für multikristalline bzw. monokristalline Solarzellen entwickelt. Mono-PERC- und Multi-PERC-Zellen haben stabilisierte Wirkungsgrade von 21,5 bzw. 20 % erreicht. Darüber hinaus bietet PERC auch einen einfacheren Ansatz für bifaziale Solarzellen, indem ein Gittermuster auf der RS anstelle des vollflächigen Kontakts verwendet wird. Hocheffiziente n-Typ- und bifaziale Solarzellen haben einen Marktanteil von<10%, der="" in="" zukunft="" voraussichtlich="" steigen="" wird.="" die="" fertigungstechnologien="" sind="" in="" den="" letzten="" jahren="" stark="" ausgereift="" mit="" weiteren="" verbesserungen="" zur="" erhöhung="" des="">
Danksagung
Die Autoren danken den Kollegen der RCT Solutions GmbH, denen einige Inhalte des Kapitels entnommen wurden. Mehul C.Raval möchte seinem Kollegen Jim Zhou für die Diskussionen über die Texturierung von schwarzem Silizium danken.